






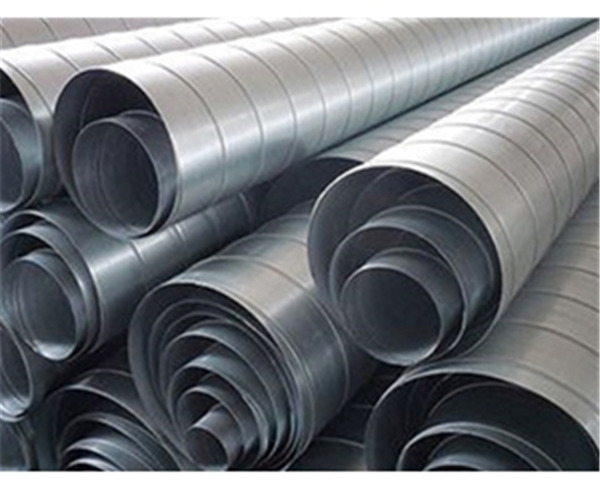
风管连接:在选用PVC及铝合金成形连接件时,应注意连接件壁厚,插接法兰件的壁厚应大于等于1.5mm,管板厚度与法兰槽宽度应有0.1mm~0.5mm过盈量,插件面应涂满胶粘剂;风管加工要点:扎压风管曲面时,扎压间距一般在30~70cm之间,蚌埠风管,扎压深度不宜超过5mm。板材压弯利用折弯。板材切断成单块风管板后,空调风管,将风管板编号,以防不同风管的风管板搞错。风管加工:若翻边四角开裂,应采用锡焊或密封胶填补,防止风管漏风风管板材厚度小于1.2mm时可以采用联合角或按扣式咬口,风管生产厂家,大于1.2mm时采用焊接。风管成型后与法兰连接采用铆接,铆钉距风管壁距离不得大于50mm,铁皮圆形风管,各铆钉间距不得大于150mm。

风管系统安装完毕后,应按系统类别进行严密性检验。检测应采用具有一定强度的安全光源。手持移动光源可采用不低于100W带保护罩的低压照明灯,或其他低压光源。风管的加固有两种方法。一种是角加固,一种是平面加固。风管边长>400mm时采用平面加固;250≤边长≦400mm时采用角加固不靠墙、柱安装的水平风管宜用托底吊架,垂直风管应采用抱箍支架,风管b>800mm应加双螺帽。并在转角处、顶端、末端设置防晃支架支架不得设置在风口、阀门、检查孔及自控机构处。吊架不宜直接固定在法兰片上。

风管的加固有两种方法。一种是角加固,一种是平面加固。风管边长>400mm时采用平面加固;250≤边长≦400mm时采用角加固风管施工质量控制管理把握以下几点:采用的风管制作板材和法兰制作型材要符合规范和设计要求。风管制作及部件制作的工艺质量要符合要求。成品管的保护工作。风管加工要点:扎压风管曲面时,扎压间距一般在30~70cm之间,扎压深度不宜超过5mm。板材压弯利用折弯。板材切断成单块风管板后,将风管板编号,以防不同风管的风管板搞错。







 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


